Технологический процесс изготовления кварцевых плит
2025-08-20
Технологический процесс изготовления кварцевых плит можно разделить на три этапа: обработка сырья, смешивание и формование, отверждение и обработка. Конкретный процесс выглядит следующим образом:
I. Этап обработки сырья
1. Приготовление кварцевого песка и кварцевого порошка
Природная кварцевая руда постепенно дробится дробилками (щековая дробилка, конусная дробилка), а затем измельчается в шаровой мельнице до песка или порошкообразного состояния.
Высокочистый кварцевый песок требует удаления примесей, содержание кремния должно достигать 99,6% и выше.
Тонкость кварцевого порошка обычно составляет ≥400 меш, используется для повышения тонкости и прочности плит.
2. Подготовка вспомогательных материалов
Смола: Используется смола высшей прозрачности пищевого класса со средней скоростью отверждения и высокой стабильностью.
Красители и отвердители: Точное дозирование в соответствии с требованиями продукта, обеспечивающее равномерность цвета и химическую стабильность.
")
")
")
II. Этап смешивания и формования
1. Смешивание сырья
Кварцевый песок/порошок, смола и красители загружаются в смесительный барабан в пропорциональном соотношении, тщательно смешиваются в вакуумных условиях.
Добавляется нейлоновая сетка для усиления гибкости, частицы известняка заполняют поверхностные поры.
2. Распределение смеси и прессование
Смесь равномерно распределяется в форму через раскладчик, с применением высокочастотной вибрации для обеспечения однородности.
После вакуумирования осуществляется формование под высоким давлением, погрешность толщины черновой плиты контролируется в пределах ±0,5 мм.
")
")
")
III. Этап отверждения и обработки
1. Высокотемпературное отверждение
Черновые плиты подаются в печь отверждения, где термообрабатываются при температуре 60-75°C в течение 2 часов, что способствует полной полимеризации смолы.
2. Технология последующей обработки
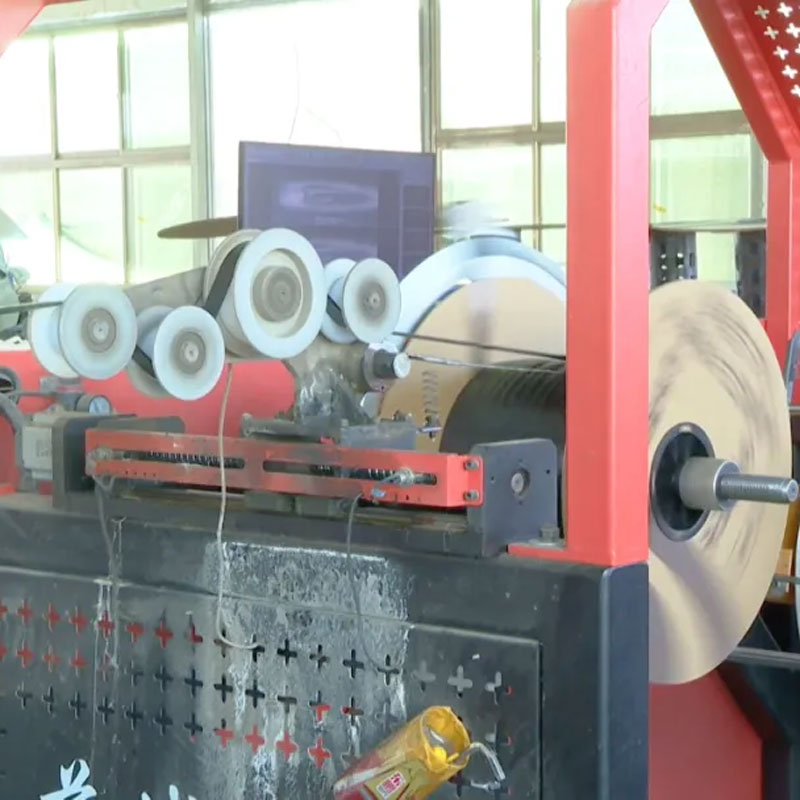
Калибровка толщины и полировка: Использование водяной калибровочной линейки для калибровки толщины, алмазные полировальные головки выполняют более 30 операций полировки.
Резка и обрезка кромок: Использование высокотвердых алмазных пильных дисков (скорость вращения ≥6000 оборотов в минуту) для резки, предотвращая растрескивание плит.
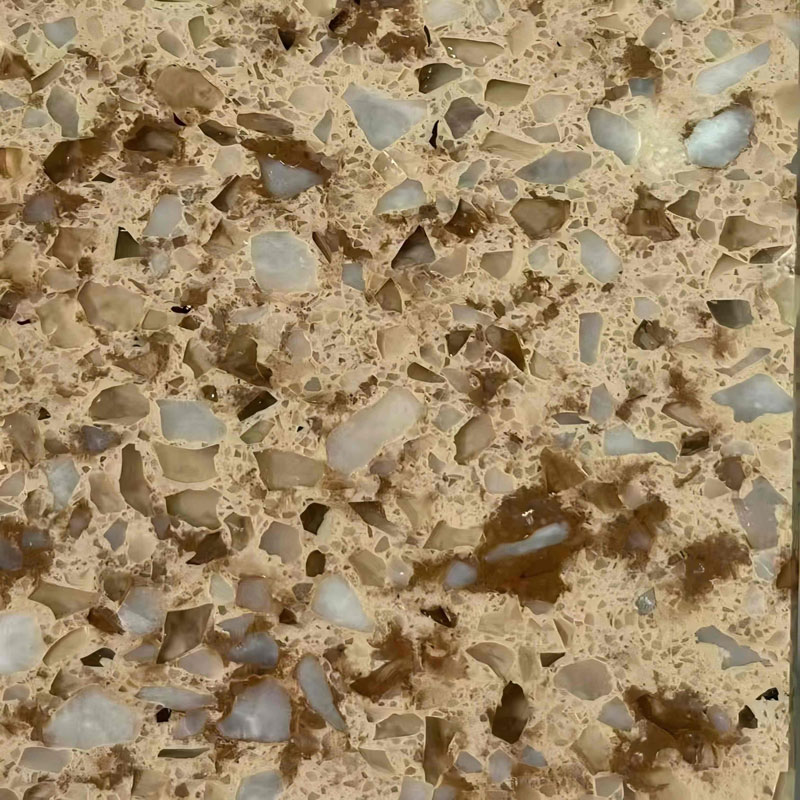
Специальная обработка: Технология теплового прессования позволяет создавать мраморные текстуры, пропитка чернильной бумагой формирует эффект натурального камня.
Ключевые точки контроля качества
Чистота сырья: Белизна кварцевого песка более 97%, содержание кремния не менее 99,6%.
Темпатура отверждения: Должна стабильно поддерживаться в диапазоне 60-75°C, колебания температуры не должны превышать ±2°C.
Точность полировки: Финальная глянцевость поверхности должна достигать более 90 единиц глянца, без видимых царапин.
")
")
")