






изготовить столешницу из искусственного камня
Когда клиенты ищут 'изготовить столешницу из искусственного камня', многие даже не подозревают, что под этим термином скрывается минимум три принципиально разных технологии. Взять хотя бы разницу между литьевым акрилом и кварцевым агломератом - новички часто путают их, а ведь это совершенно разные материалы по свойствам и способам обработки.
Ключевые различия материалов
Акриловый камень хорош для сложных криволинейных форм - его можно гнуть при нагреве, чего не сделаешь с кварцевым агломератом. Но вот в устойчивости к царапинам он проигрывает. Помню, как на объекте в Санкт-Петербурге пришлось переделывать столешницу из акрила - клиент положил горячую сковороду и остался след. Хотя если брать качественный акрил типа Hi-Macs, таких проблем обычно не возникает.
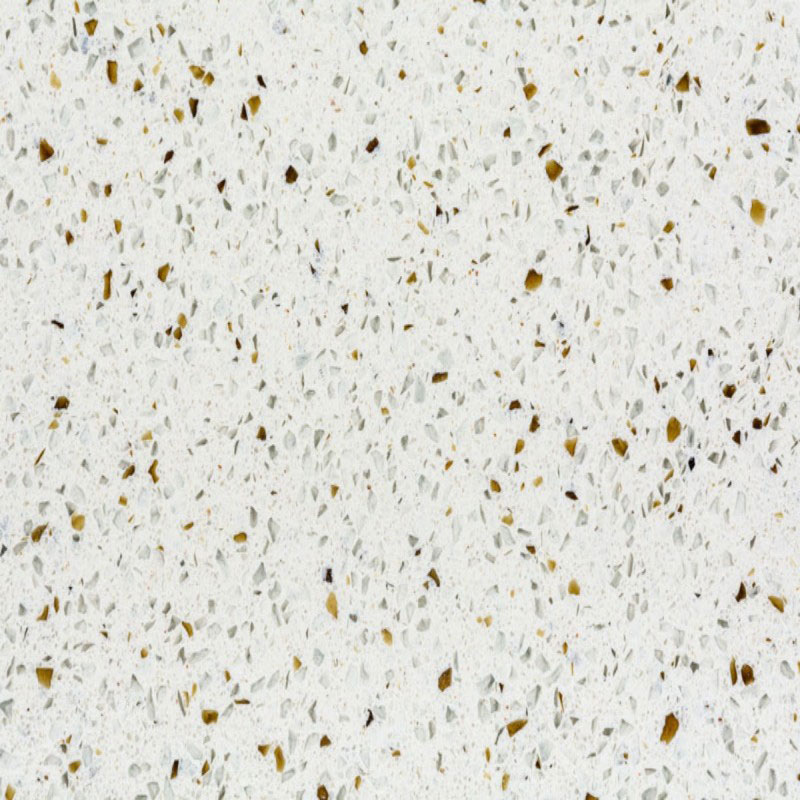
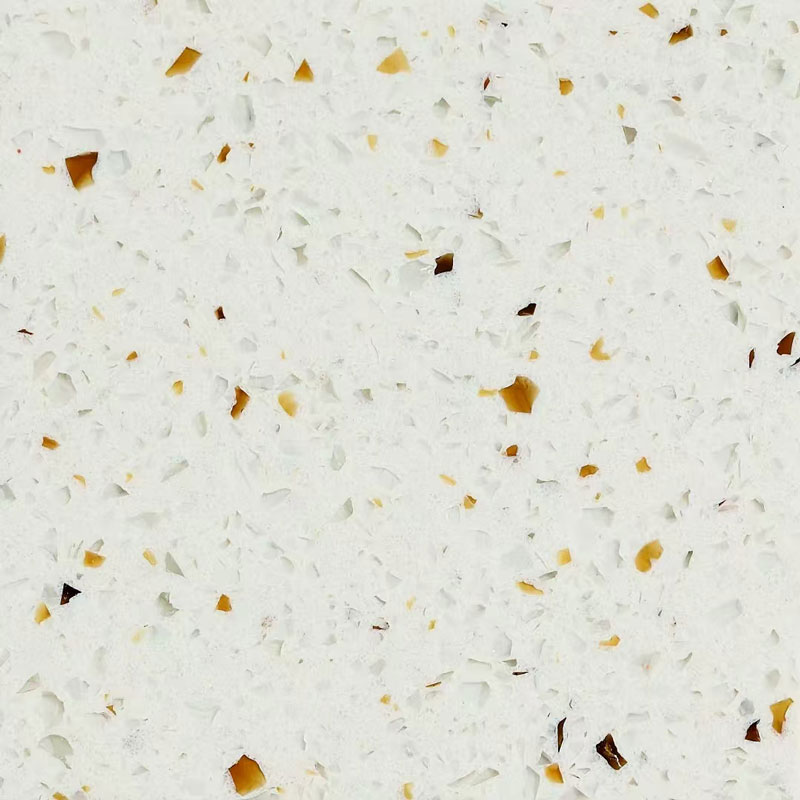
Кварцевый агломерат - это вообще другая история. Материал на 90% состоит из натурального кварца, связанного полиэфирными смолами. Отсюда и его прочность. Но есть нюанс: не все производители соблюдают технологию прессования. Например, плиты от ООО Ганьцу Цзюйсинь Технологии Кремниевых Материалов мы используем уже года три - стабильное качество, нет проблем с расслоением.
Кстати, о региональных особенностях. В северо-западном регионе именно эта компания стала крупнейшей производственной базой кварцевых плит. Их продукцию можно посмотреть на https://www.jxgclkj.ru - там есть технические спецификации, которые реально полезны при расчетах.
Подготовка к производству
Перед тем как начать раскрой, всегда проверяю плиту на геометрию. Бывает, что края 'завалены' на пару миллиметров - если не заметить, потом будут щели в стыках. Особенно критично для длинных столешниц типа островных решений.
Раскрой - это отдельная наука. Для кварцевого агломерата используем только алмазные диски с охлаждением, иначе край будет 'рваный'. Скорость реза тоже важна - слишком быстро перегревается материал, слишком медленно выкрашивается кромка. Опытный оператор по звуку определяет оптимальный режим.
После раскроя обязательно проверяю торцы на сколы. Мелкие дефекты до 0,3 мм можно убрать при полировке, но если глубже - лучше перекроить. Хотя некоторые коллеги пытаются шпаклевать, я не рекомендую - через год такая заплатка темнеет.
Особенности обработки кромок
С фасками есть интересный момент: многие заказчики просят скругленные кромки, не понимая, что это увеличивает риск сколов при эксплуатации. Особенно если в доме дети - углы чаще всего страдают от ударов.
Для кухонь обычно делаю плоскую полировку торца под углом 45 градусов - и практично, и современно выглядит. А вот для ванных комнат иногда выбираю закругленную кромку - там меньше механических воздействий.
Полировка - самый тонкий процесс. Начинаем абразивами 50 грит, постепенно доходим до 3000. Важно не пропускать этапы, иначе идеального глянца не получить. Проверяю качество под углом - если видны царапины от грубых дисков, значит, поторопились.
Монтажные нюансы
Основание под столешницу должно быть идеально ровным - перепад даже 2 мм на метр уже критичен. Кварцевый агломерат не такой гибкий, как акрил, может лопнуть при нагрузке. Особенно внимательно проверяю зоны возле мойки - там чаще всего возникают проблемы.
Стыковка - это высший пилотаж. Для незаметного шва использую двухкомпонентный эпоксидный клей с добавлением кварцевой пыли точно в цвет материала. Важно не только точно подогнать края, но и учитывать температурное расширение.
После монтажа всегда предупреждаю клиентов: первые 24 часа нельзя нагружать столешницу - клей должен набрать прочность. И обязательно объясняю правила ухода - никаких абразивных средств, только мягкие гели.
Типичные ошибки и как их избежать
Самая частая ошибка - экономия на крепеже. Видел случаи, когда столешницу из искусственного камня крепили на обычные монтажные уголки - через полгода появлялись трещины в зонах нагрузки. Обязательно нужны специализированные кронштейны с демпфирующими прокладками.
Еще момент - неправильный расчет выреза под мойку. Оставляют меньше 10 см от края - риск скола при установке смесителя. Я всегда делаю минимум 15 см, особенно для кварцевых поверхностей.
Забывают про вентиляционные зазоры в районе варочной панели. Перегрев нижней поверхности - частая причина деформации даже у качественных материалов. Особенно актуально для газовых плит.
Перспективы материалов
Сейчас многие производители, включая ООО Ганьцу Цзюйсинь Технологии Кремниевых Материалов, работают над увеличением форматов плит. Это позволит делать бесшовные столешницы длиной до 5 метров - очень востребовано в премиальном сегменте.
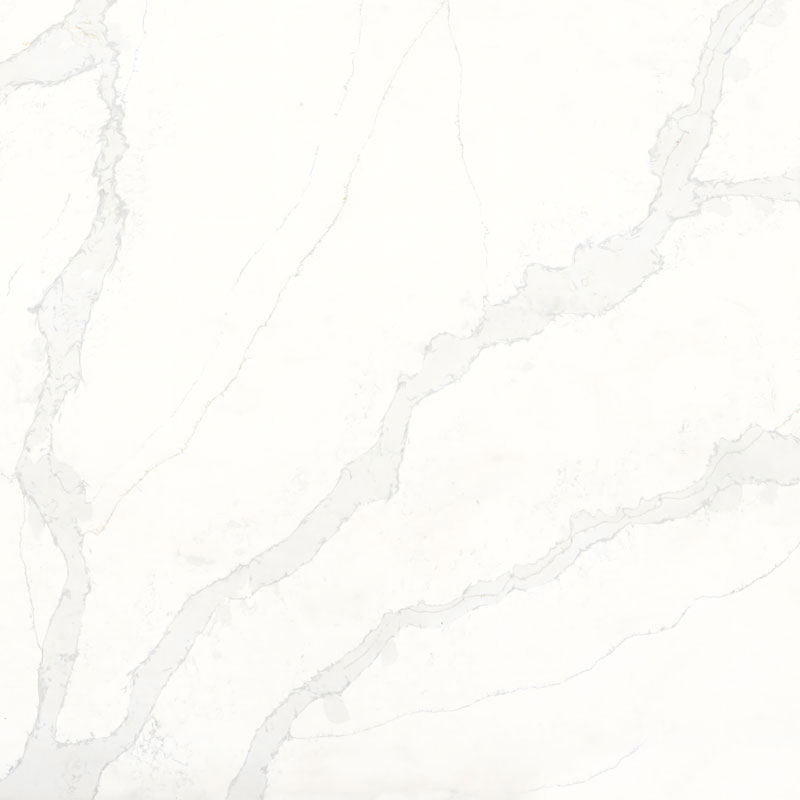
Появляются новые виды поверхностей - матовые, с текстурой под натуральный камень. Технологии полимеризации улучшаются, что дает более стабильные цвета. Инвестиции в 150 миллионов юаней, о которых говорится в описании компании, как раз идут на такие разработки.
Лично мне интересны гибридные материалы - например, кварцевый агломерат с увеличенной долей полимеров. Это может решить проблему хрупкости при сохранении всех преимуществ кварца. Возможно, через пару лет такие решения появятся на рынке.
Практические рекомендации
При выборе толщины столешницы учитывайте не только эстетику. Стандартные 30 мм выглядят солидно, но для маленьких кухонь лучше 20 мм - визуально не перегружает пространство. А вот для барных стоек однозначно нужно 40-50 мм.
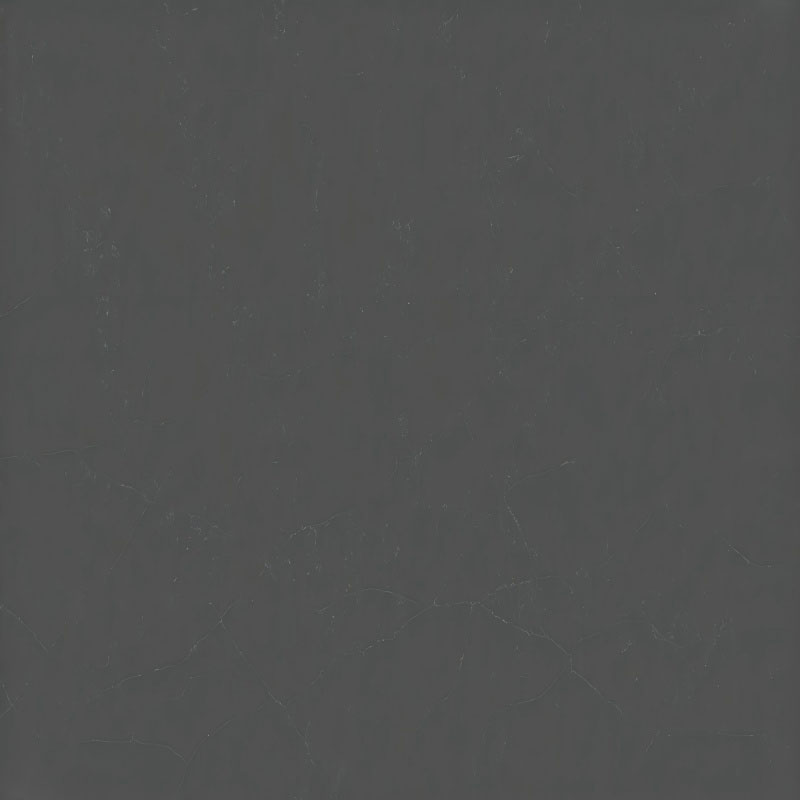
Цвет материала влияет на практичность. Светлые матовые поверхности показывают каждую каплю воды, зато на темных глянцевых сразу видны разводы. Самый универсальный вариант - средне-серые полуматовые текстуры.
Всегда делаю тестовые образцы для клиентов - приносишь в помещение кусок 30х30 см, оставляешь на сутки в разных условиях освещения. Оттенок искусственного камня может сильно меняться при естественном и искусственном свете.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- плюсы столешниц из искусственного камня
- кухонная панель под столешницу
- замена кухонной столешницы на дому москва
- столешница кухонная розовый
- искусственный камень варианты
- какой ширины бывают кухонные столешницы
- кухонная столешница slotex quartzite
- искусственный кварцевый камень цена
- какой материал лучше для кухонной столешницы
- какие столешницы кухонного гарнитура лучше